Actuación
Aunque las impresoras 3D SLA y FFF están bajo la marca de fabricación aditiva, las tecnologías son muy diferentes al igual que los resultados..
Comenzando con las impresiones de prueba que están preinstaladas en el SL1 y cada una se imprime sin problemas. Esto le dio confianza a la impresora y fue un comienzo impresionante para la impresión de Prusa SLA.
Después de cada impresión, quité la plataforma de construcción y la transporté al CW1 y lavé la impresión.
(Crédito de la imagen: Ali Jennings)
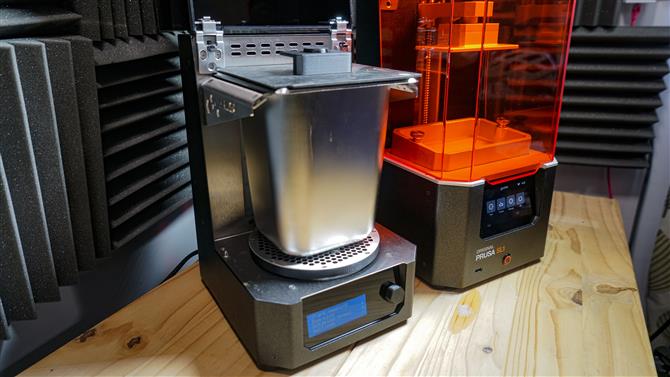
El CW1 es la lavadora que se puede comprar junto con el SL1, y lo recomendaría encarecidamente. Además, compre su IPA en línea si puede, el tanque de lavado ocupa más de un litro, y esto puede resultar costoso.
Además, decante el IPA nuevamente en botellas después de su uso, de lo contrario se evaporará.
(Crédito de la imagen: Ali Jennings)
Una vez que se retira la placa de construcción del SL1, se puede insertar en la placa del CW1.
Después de haber imprimido con éxito cada una de las tres impresiones de prueba, aunque con un pequeño contratiempo con la torre cuando olvidé apretar completamente la placa construida, pasé a imprimir algunos de mis modelos.
Los primeros intentos fueron fracasos miserables debido a acercarse a PrusaSlicer de la misma manera que cuando usaba el MK3S.

(Crédito de la imagen: Ali Jennings)
Colocar impresiones planas en la plataforma de impresión es una mala práctica debido a la forma en que funciona SLA. Una gran superficie plana expuesta y curada entre el FEP y la placa de construcción causará succión a medida que las puntas del tanque.
Puede que tenga suerte, y la impresión se adherirá a la plataforma de construcción en lugar de a la hoja FEP. Sin embargo, en mi caso, después de una hora de impresión de gravedad y la hoja FEP ganó, y terminé con un objeto medio impreso.
Comenzando de nuevo, esta vez, siguiendo más de cerca las instrucciones del manual, preparé el modelo e intenté nuevamente.
Esta vez, la impresión tuvo más éxito pero aún no fue del 100%, ya que hubo cierta deformación en los bordes.
(Crédito de la imagen: Ali Jennings)
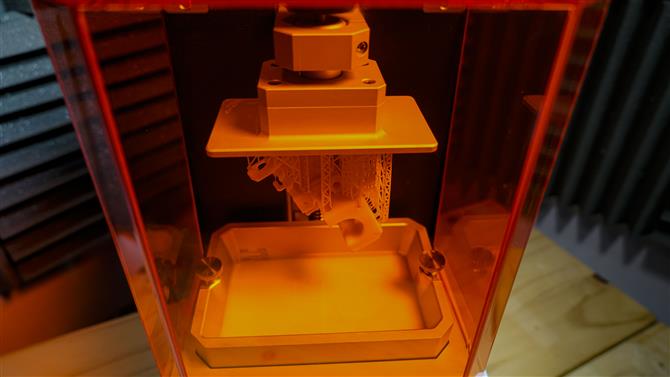
De vuelta en PrusaSlicer y otra impresión, esta vez con más soportes y la impresión se intentó nuevamente. Esta vez el éxito, y qué impresión.
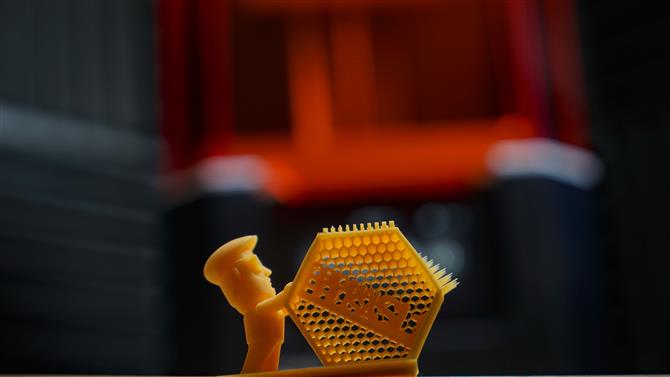
La estructura de soporte utilizada para la impresión SLA parece más orgánica que las utilizadas en la impresión FFF; También son mucho más frágiles y fáciles de eliminar. Esto significa que puede ser un poco más robusto con la aplicación de soporte que con la impresión FFF.
La diferencia de calidad entre un SLA y una impresión FFF es enorme, hay algo más orgánico en la textura inicial del modelo, se siente gomoso casi suave al tacto.
Esto se debe a que la resina necesita curar duro después del proceso de limpieza y lavado..
La impresión SLA es adictiva y un proceso de aprendizaje empinado en comparación con la impresión FFF. Hay procedimientos a seguir si desea obtener una impresión decente cada vez.
Cada impresión debe presentarse correctamente con PrusaSlicer, y creo que el software podría brindarle un poco más de ayuda para hacerlo..
La colocación automática del modelo en ángulo con soportes desde el principio ha sido una característica de PrusaSlicer desde 2.0, pero se necesita un ajuste manual para algunos modelos..
Hay otro problema que no había considerado al comienzo de la prueba, y es la temperatura..
Parece que algunas partes de mi taller son considerablemente más frías que otras. Junto a mi escritorio, son las 19ºC, frío para algunos pero estoy bastante contento con esta temperatura.
Más allá de las impresoras 3D la temperatura está más cerca de 15ºC, en esta época del año, y el SL1 odia el frío.
Debe tener al menos 18 añosºC antes de que se imprima, lo que significa que con la temperatura flotando alrededor de 0ºC afuera tuve que poner el calentador y aumentar el termostato. Esto se debe a la naturaleza de la impresión de resina en lugar de cualquier cosa diferente con la SL1.
Una vez que la habitación se había calentado a una temperatura aceptable, tuve que esperar a que el núcleo de la impresora se calentara a la temperatura adecuada.ºC también. Esto no es un problema, pero es algo a tener en cuenta si está pensando en mantener y ejecutar el SLA en un garaje o taller externo.
(Crédito de la imagen: Ali Jennings)
El rendimiento general del PRUSA SW1 original es excelente, y la mayoría de las fallas se reducen a errores del usuario cuando no se siguen los procedimientos..
Los tiempos de impresión son más rápidos con la SL1 en comparación con las MK3 cuando se compara con una resolución similar, sin embargo, con la SL1 generalmente imprime con una resolución mucho más alta.
Esto significa que si utiliza la calidad predeterminada de cada impresora para imprimir 3DBenchy, la impresora SL1 imprime con 0.05 mm La calidad normal demora alrededor de cuatro horas y media. La configuración predeterminada equivalente en el MK3S es 0.15mm QUALITY MK3, y esto toma poco más de dos horas.
Los tiempos de impresión predeterminados son considerablemente más largos en la SL1, pero la recompensa es la calidad de esas impresiones.
Obviamente, 0.05 mm es una calidad mucho mayor que la altura de capa de 0.15 mm, por lo que la resolución similar ofrecida por ambas impresoras es 0.1 mm.
Aquí el SL1 tomó alrededor de dos horas mientras que los MK3 tomaron alrededor de tres.
Como el proceso de impresión estaba en marcha, había un par de características que me gustaría ver, y están estrechamente relacionadas. El primero es que el tanque es de metal, aparte de la base, lo que significa que no puede ver el progreso de la impresión hasta que comienza a mostrarse en la parte superior del tanque..
El tiempo que tarda en aparecer puede ser una buena hora o más, por lo que si la impresión falla, no tiene idea hasta que pueda ver la parte inferior de la plataforma.

(Crédito de la imagen: Ali Jennings)
Calidad de impresión
La calidad de impresión es sobresaliente. He usado varias impresoras SLA en el pasado y me ha impresionado la calidad, y la PRUSA SL1 original directamente comparable.
Los detalles delicados e intrincados de las impresiones de prueba que se envían con la máquina resaltan la calidad que es posible..
Comenzar a imprimir modelos que había diseñado y creado resultó un poco más desafiante, y aunque el aspecto general de las piezas se veía increíble, en una inspección minuciosa, encontré problemas.
(Crédito de la imagen: Ali Jennings)
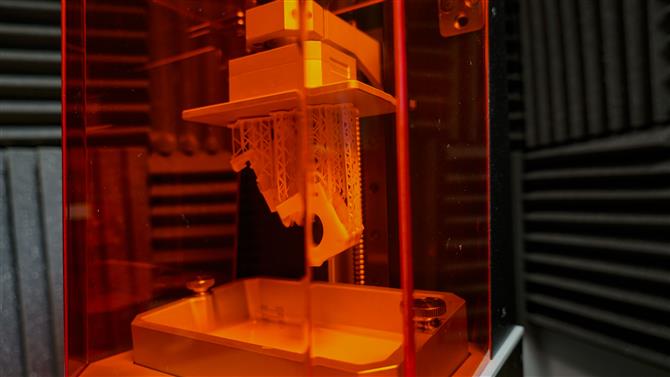
El problema principal era la deformación de las impresiones, esto podría resolverse agregando más soportes. Todo esto es parte de la curva de aprendizaje empinada asociada con la impresión SLA. Esos soportes son críticos para la calidad de la impresión final..
Imprimí mis soportes de barra GoPro, girando y girando cada uno con PrusaSlicer y aumentando los soportes y almohadillas; eventualmente, después de varias fallas, finalmente produje una impresión fina y precisa.
Una vez que se lavan las impresiones, los soportes se pueden separar. A diferencia de las impresiones de filamentos, los soportes para resina dejan poco o ningún rastro.
La superficie del modelo final impreso en calidad estándar es sobresaliente, superando con creces la de una impresión de la mejor impresora FFF.
Solo cuando miras de cerca puedes ver las capas, una mirada superficial y pensarías que el modelo ha sido moldeado por inyección, es tan bueno.
Uno de los beneficios de usar resina sobre el filamento es que la definición de la capa es más suave, como las imágenes; hay un equivalente al suavizado que suaviza la transición de una capa a otra.
Es fácil ver por qué los joyeros, los fabricantes de modelos finos y los dentistas confían en las impresoras SLA; las impresiones son excepcionales.
Veredicto final
La Original PRUSA SL1 es una impresora excepcional, no solo por el precio, sino también por la facilidad de uso y la calidad..
Sobre otras impresoras SLA, tiene la ventaja instantánea del precio, es mucho más barato que muchos de sus rivales, pero hay algo más.
La simplicidad del diseño significa que hay una cierta cantidad de alquimia en el proceso. Debe medir la resina, asegurarse de que las cosas estén limpias; todo es un poco loco científico, pero en el buen sentido.
El uso del SL1 requiere precisión y tiempo, no hay que apurar el proceso, la verificación y la limpieza es la única forma de obtener resultados consistentes y hay poco o ningún margen de error.
Hay características que me gustaría ver, como la posibilidad de verificar la impresión a través del proceso de impresión, pero de lo contrario, me sorprende la calidad y la integridad de la primera incursión de Prusa en las impresoras SLA.
Hay algunos problemas: la cama de impresión es pequeña y necesita experimentar con soportes para evitar que el modelo se deforme o se deforme.
La aplicación PrusaSlicer es completa y parece dar grandes pasos hacia adelante con las funciones y características, pero de donde obtiene su tiempo estimado no tengo idea. A veces, esas estimaciones son correctas más a menudo.
También es un poco irritante que al cambiar entre los MK3 y SL1 en el software PrusaSlicer tuve que volver a ingresar la contraseña SL1 cada vez que se borraron los detalles.
El mayor problema que tuve con la impresora fue con los soportes y hacerlos bien en PrusaSlicer. Inicialmente, los problemas estaban en colocar el modelo correctamente para que se adhiriera a la plataforma de construcción e imprimiera.
Luego, a medida que imprimía modelos más grandes, se necesitaban más apoyos y es solo el momento que revela la mejor práctica y enfoque. Siente que la impresora o el software de rebanador deberían brindar más asistencia.
En varias ocasiones después de una impresión exitosa, limpiaba el tanque, reemplazaba la resina e imprimía nuevamente, solo para que la impresión fallara pegada al FEP en lugar de los soportes.
La solución obvia es aumentar el número de soportes, pero a veces los soportes en sí mismos no pudieron mantener la impresión.
Prusa sugiere agregar agujeros de drenaje en impresiones más grandes con meshmixer, lo cual hice, pero esto no pareció ayudar.
Con impresiones más problemáticas, descubrí que ajustar la posición y agregar más soportes generalmente era la solución.
El viaje a la impresión final es, sin embargo, relativamente sencillo y a medida que me familiaricé con la configuración de PrusaSlicer, mayor es la tasa de éxito y la precisión de impresión.
La SL1 es, sin duda, una excelente impresora con algunas características que aún necesitan perfeccionarse. Sin embargo, ese refinamiento parece que podría ajustarse en el software en lugar de cualquier cambio real de hardware en este momento.
La impresión de SLA no será para todos; debe estar organizado y dispuesto a seguir los procedimientos para obtener buenas impresiones consistentes y precisas.
El entorno para la impresora debe ser el correcto, la temperatura correcta, no puede ser demasiado frío y debe usarlo en una habitación bien ventilada.
Una vez finalizada la impresión, también debe limpiar las impresiones con IPA y luego con agua. Incluso después del lavado, existe el proceso bastante satisfactorio de quitar los soportes y dejar que el modelo cure.
Sin embargo, para el tiempo y el tiempo, hay una gran recompensa, y esa es la calidad de impresión, que es sobresaliente.
Si eres un joyero, un modelista de alta gama, necesitas prototipos o eres dentista, entonces el SL1 es una gran solución.
Si solo desea imprimir y hacer cosas y no puede molestarse con el procedimiento y el posible desorden, vaya a los PRUSA i3 MK3 originales.
- También hemos destacado las mejores impresoras 3D.